
Workpiece clamping elements equipped with sensors detect the condition of structural cast aluminium blanks so that faulty workpieces can be rejected before machining. In the innovative project of Wenzler Maschinenbau and ROEMHELD intelligent clamping technology checks the parts for casting defects and contour variations. It detects insertion errors and continuously provides information about clamping position as well as position and clamping force on the component during machining.
August Wenzler Maschinenbau GmbH from Spaichingen, Baden-Württemberg, develops and manufactures 5-axis machining centers. In particular, users from the automotive industry use the machines to machine aluminum chassis and suspension components around the clock, seven days a week. Sebastian Knaus, technical manager at Wenzler, wondered in early 2019 “how workholding technology could contribute to making production even more stable and productive.” With Benjamin Nagel, Key Account Manager at the clamping technology expert ROEMHELD, he found the “right and agile” partner who answered his question.
“We have known the ROEMHELD clamping technology at Wenzler for many years. It is very sophisticated, reliable, and sturdy“, emphasizes Knaus.
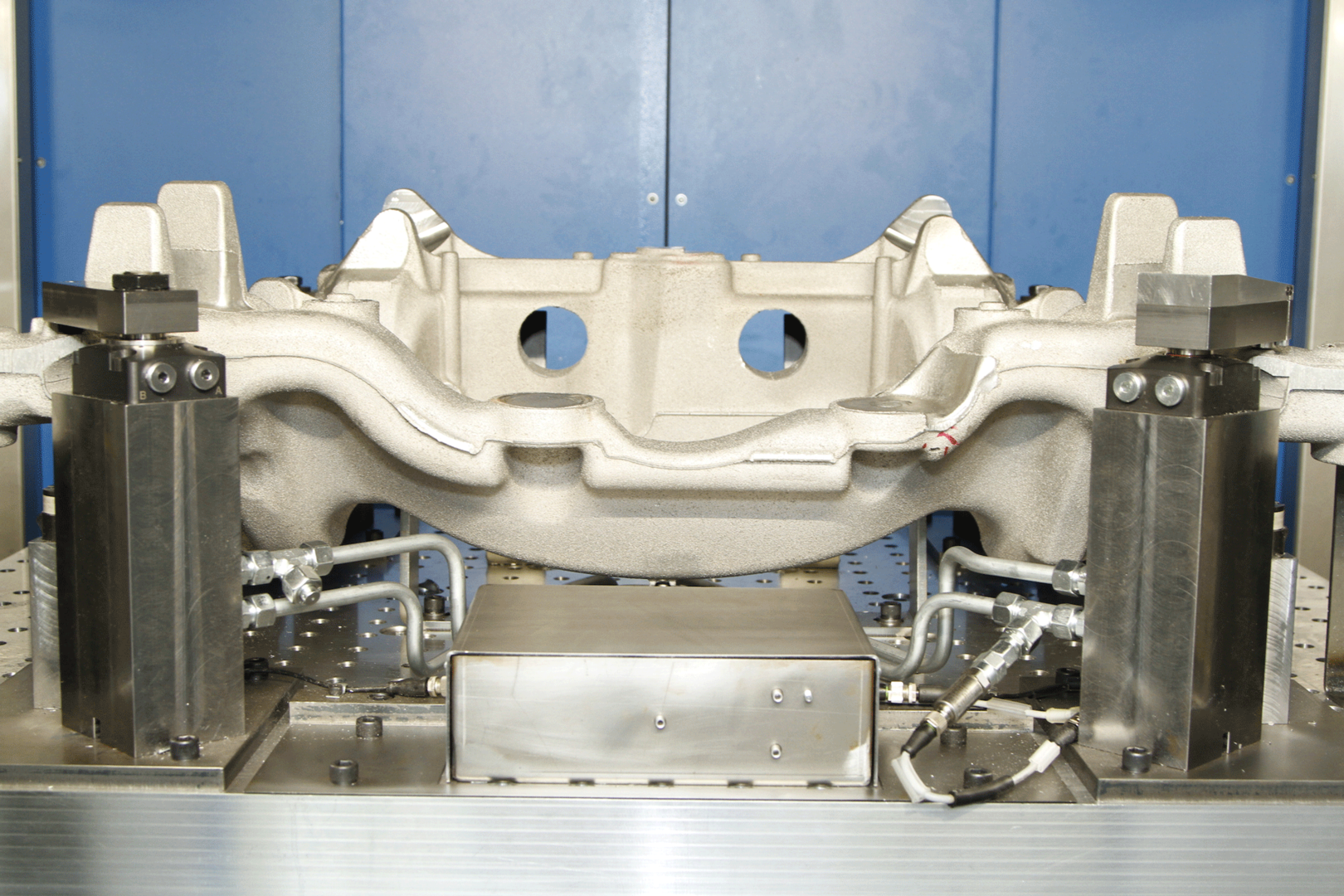
Together, they started in Mai 2019 to develop an innovative clamping technology concept using the example of a cast aluminum rear axle frame on a test clamping fixture in Wenzler’s TechCenter. The pilot phase ended in spring 2020. This year, it is to be used for the first time in the series production of a German automotive supplier to machining aluminum structural components.




The project is headlined “Innovative condition detection increases process reliability”.
Structural components made of cast aluminum are often only inspected after machining; defective blanks are rejects. The new concept allows castings to be checked for casting defects and contour variations in advance, cost-effectively, and without great effort. Also, their quality can be continuously monitored and seamlessly documented during the entire machining process. This is particularly important for lightweight vehicle components, which are becoming increasingly thin-walled and filigree.
Industry 4.0 clamping technology already exists; suitable machine tools are missing.
n the concept, the clamping technology takes over the monitoring of the component as an additional task to the workpiece’s clamping. This offers ROEMHELD the opportunity to use their innovative clamping technology close to series production. They have already presented several elements at EMO 2019.
To improve the machining results with the novel sensor clamping technology from ROEMHELD, machines with data and energy interfaces are required. According to the key account manager, Wenzler is “a real pioneer”.
First, the project partners defined the information that is useful for state detection. The result: by monitoring the clamping and support forces at two selected clamping points and by stroke measurement, it is possible to determine
- whether casting defects or contour variations affect the dimensional quality of a blank beyond the tolerance range,
- whether the workpiece is correctly inserted and the clamping position is correct,
- whether the applied clamping force reaches the desired value.
- whether the contact force of the workpiece is within the specified limits and
- whether the clamping pressure on the fixture corresponds to the specifications.
Standard clamping technology equipped with sensor technology and stroke measurement
Two modified hydraulic standard swing clamps equipped with sensors, a pressure sensor from ROEMHELD, and two contact sensors are used on the fixture to collect this data. The clamping and support forces are recorded directly at clamping point 1. A swing clamp with integrated stroke measurement is used at clamping point 2 to determine the clamping arm’s position. Two sensors determine the direct contact force. An additional pressure sensor positioned close to the swing clamp indirectly measures the clamping force.
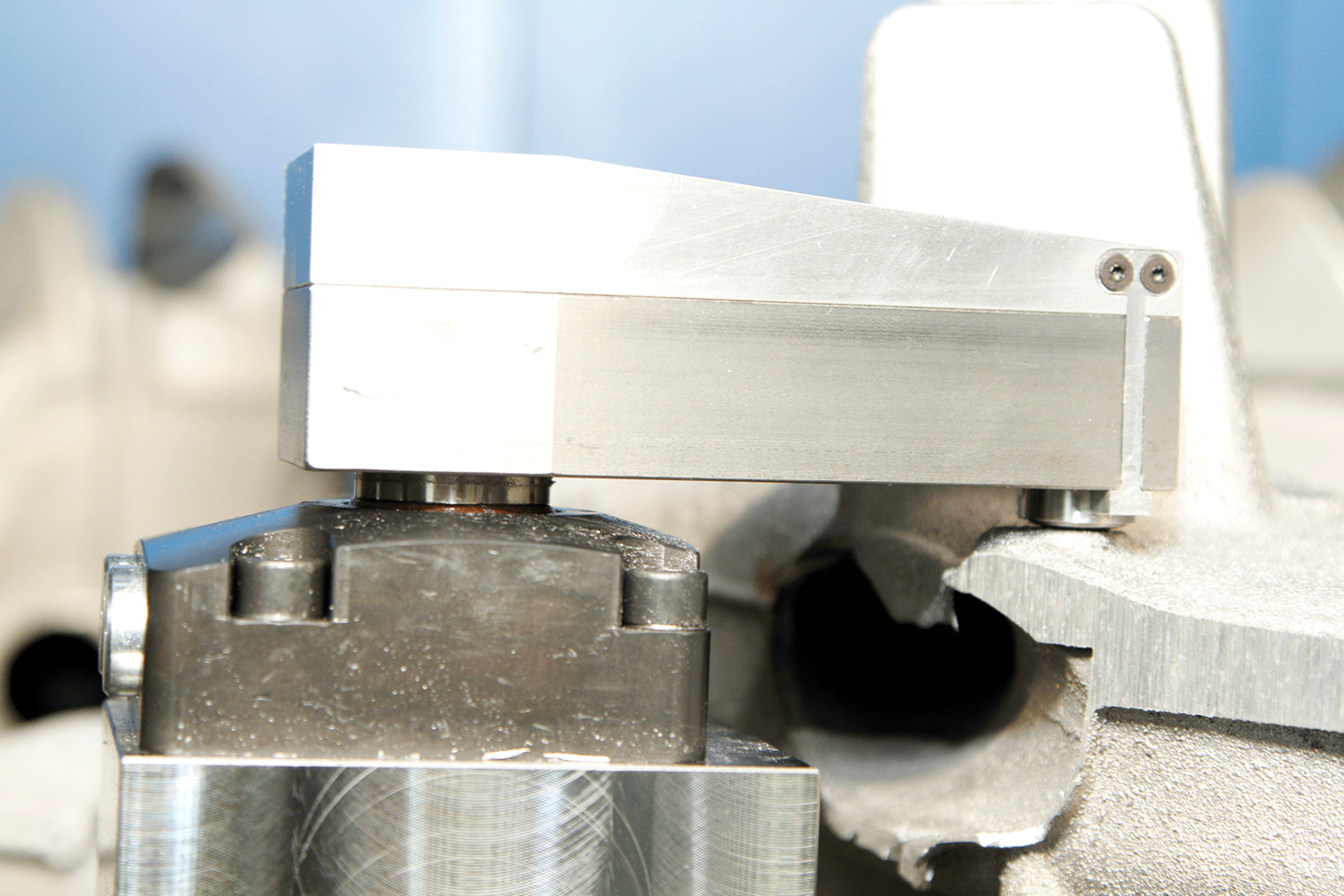

The energy for the sensors and their supplied data are inductively transported between the fixture and the machine control. All components are encapsulated and, therefore, less susceptible to interference. The ACTUAL data are visualized on the display and compared with the TARGET values. If they are OK, the machining process starts. If there are deviations, the system refuses to start.
Innovative condition detection increases process reliability
We are here for you.
Do you have questions about your customer account, enquiries or orders? Please feel free to contact us.
See more reports









Take advantage of the free benefits of our login area:
- CAD data download
- Download operating instructions
Welcome back! Log in to your already existing user account.